軽合金素材の双ロールキャスティング
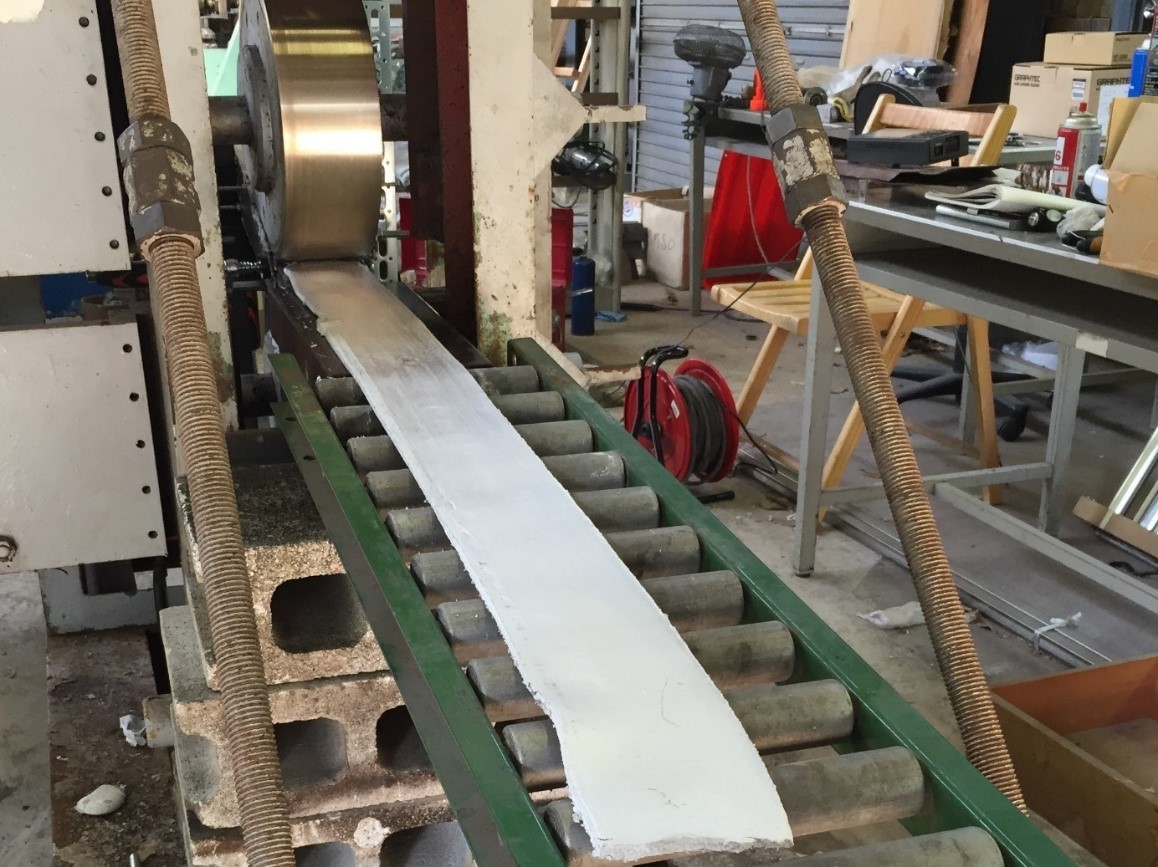
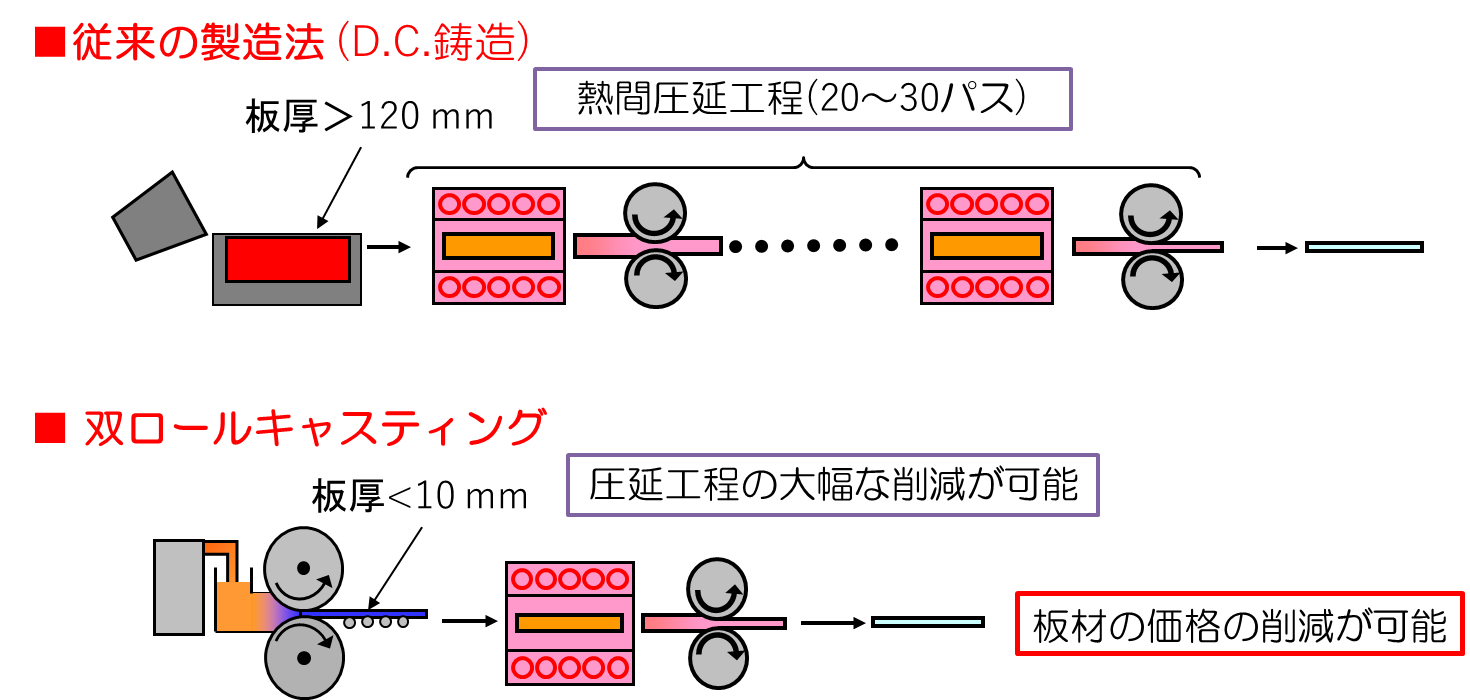
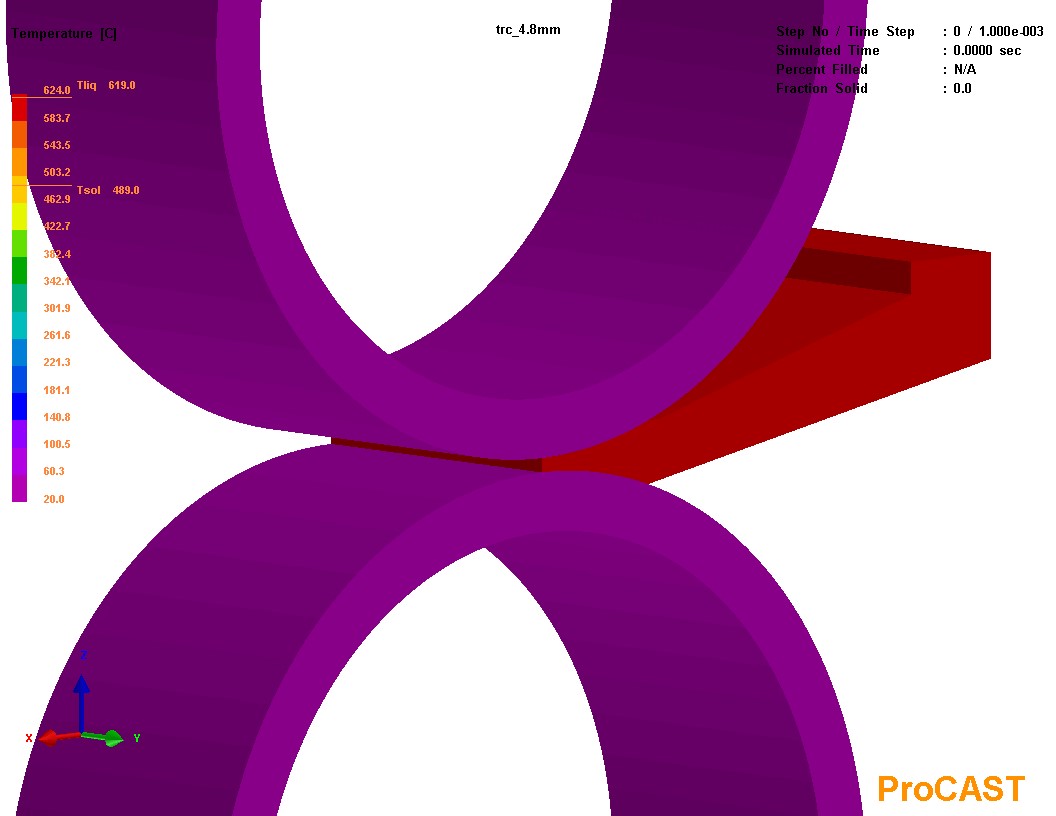
双ロールキャスティングとは、互いに逆回転している一対の冷却ロールの間に溶かした金属を流し込み、板材を得る製造法です。この製造法では従来の板材製造法(Direct Chill鋳造)に比べ、高価な熱間圧延機を使用した熱間圧延工程を大幅に削減でき設備投資費やランニングコストの削減が可能です(図2参照)。 この研究では双ロールキャスティングをAl合金と高Al含有Mg合金(Al含有率10 %以上)に適用するため、実験やコンピュータによる解析、双ロールキャスティングで製造した板材の成形性評価などを行っています。この製造法が普及すれば、アルミニウム合金やマグネシウム合金などのコスト削減が可能で、軽量化構造材料として普及すればエネルギー効率の改善が可能で省エネルギー化を実現できると期待されています。
冷間ロール成形
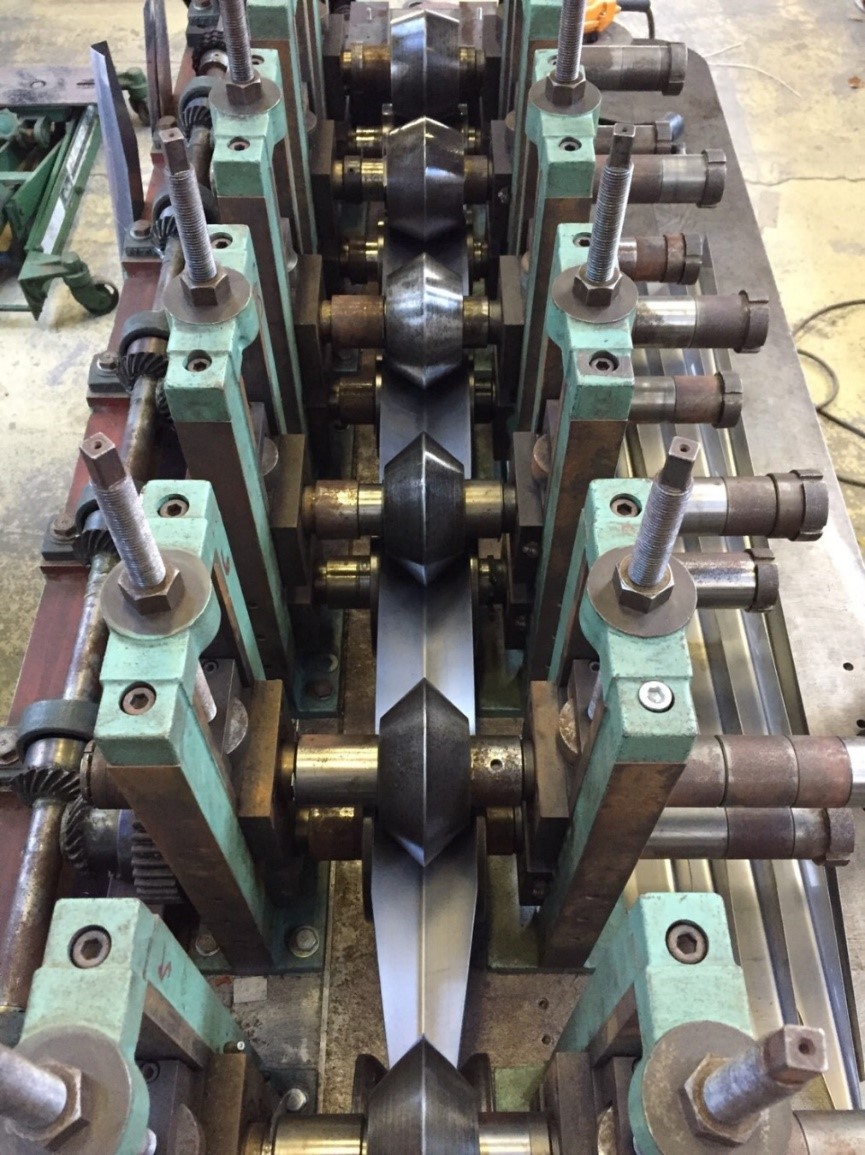
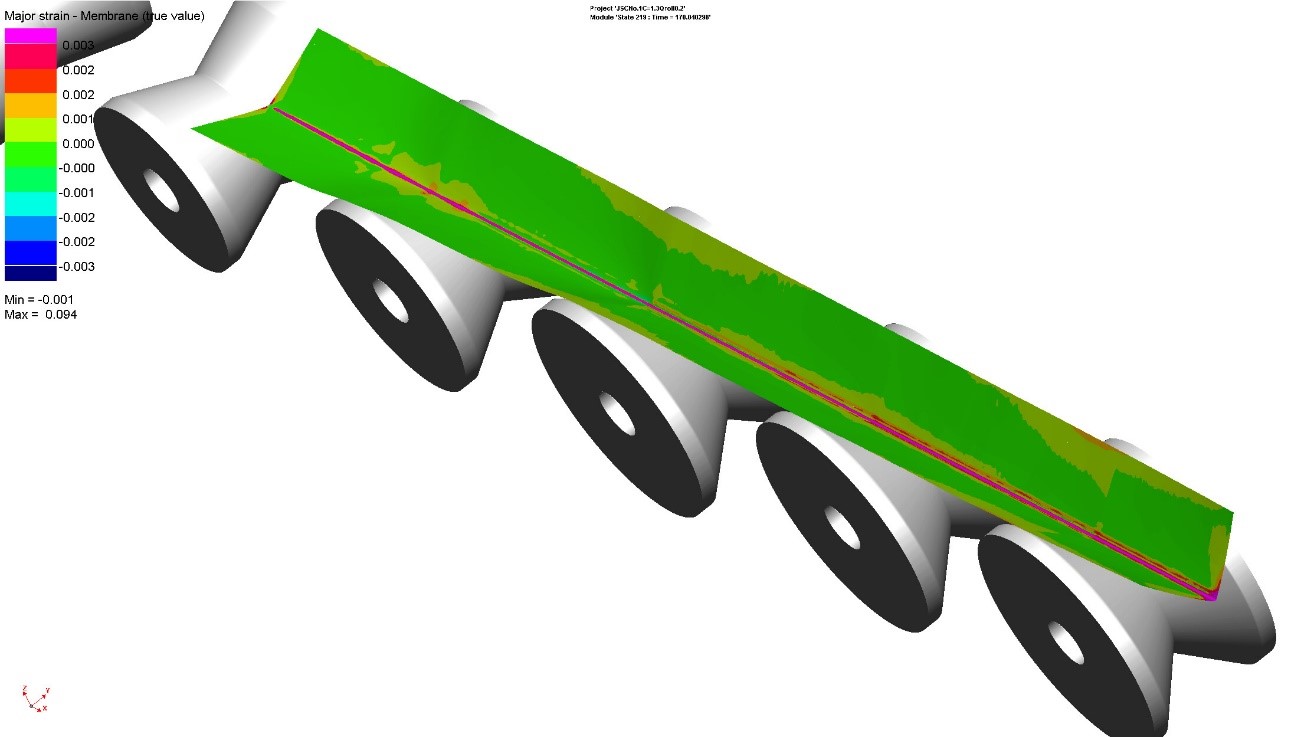
冷間ロール成形とは、鋼鉄製の成形ロールを縦に数列並べた成形機に板材を通すことで徐々に板を曲げていき、目的の断面形状に成形する加工法です(図4参照)では一様な断面を有する形材を長尺で製造可能で大量生産に適しており、ガードレールやサッシのレール、自動車のバンパービームなどの部品を製造する方法として利用されています。 この冷間ロール成形をマグネシウム合金に適用するため、コンピュータによる解析を行い、その結果に基づいて成形ロールを製作し実験を行っています。マグネシウム合金の冷間ロール成形に成功すれば、従来熱間での塑性加工が常識だったマグネシウム合金の加工概念を覆し、マグネシウム合金部材の低コスト化が可能になると期待されています。
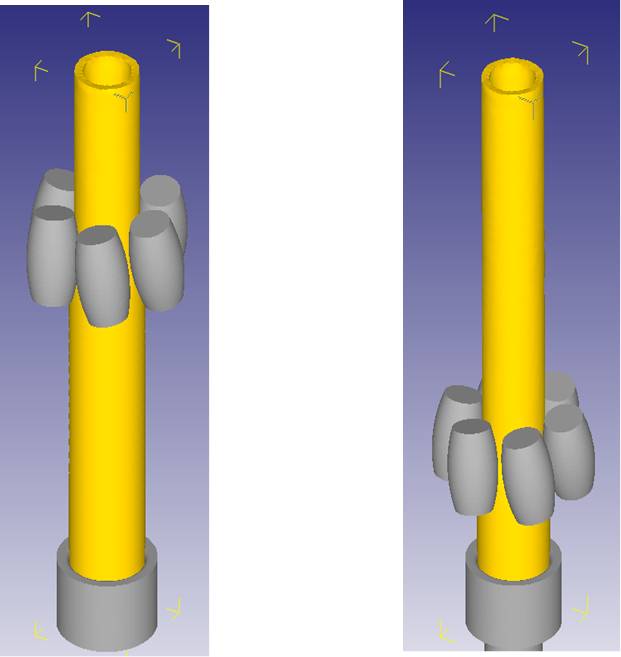
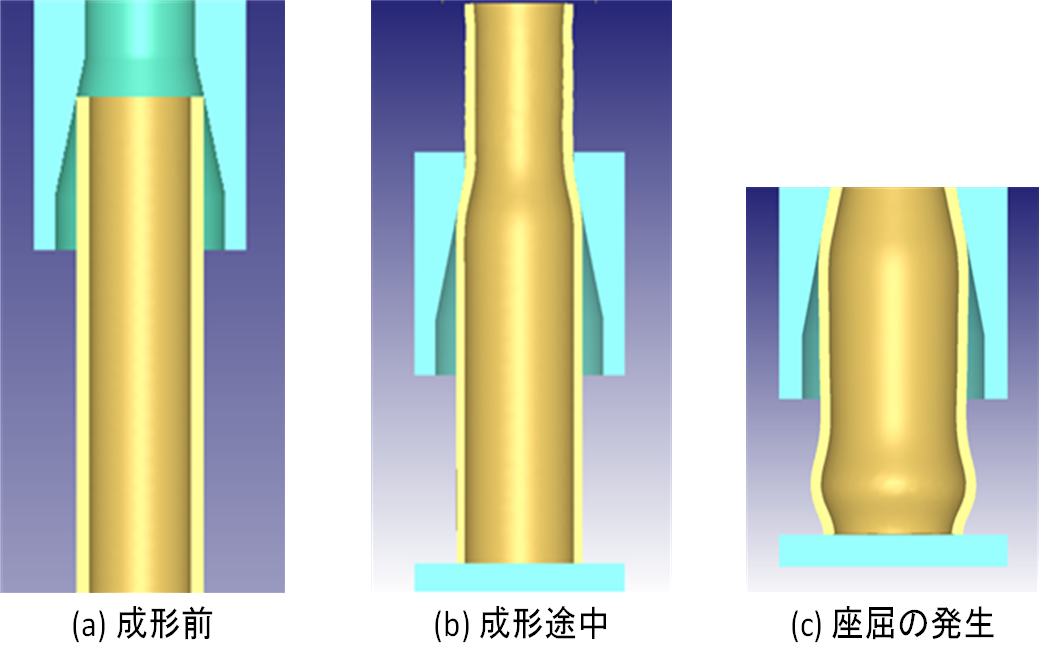
遊星ロールによる増肉縮管成形

縮管増肉成形とは、パイプの長手方向を拘束した状態でパイプの径を細くしていくことで、細くなった部分の肉厚を増やすという成形法です。塑性加工では体積は常に一定なので、通常縮管をすると長手方向に伸びることで体積一定を保ちますが、この縮管増肉成形では長手方向を拘束することで厚さ方向へ材料が逃げていくというようなイメージです。また雄星ロールというのは、パイプの外を回転しながら加工していくロールのことで(図6参照)、従来の金型を用いたプレス絞り(図7参照)に比べ、座屈の心配がないという利点がありますが、遊星ロールで縮管をすると多角形のパイプになってしまうという問題点も現時点ではあります。 この研究ではコンピュータによる解析を行い、その結果に基づいて実験を行い実際に縮管増肉成形が可能か検証しています。この成形法が確立されれば、可変断面を持つドライブシャフトなどの中空部品を容易に製造することができ、様々な部品の中空化が可能になり軽量化に貢献できると期待されています。